






プラスチック自動引張試験システム
全自動でプラスチック引張試験を行えるシステムです。搬送アームが試験片を運び、JIS/ISOに従った、試験片の厚さや幅といった寸法の測定と引張試験を高精度に連続で240本行えます。
ISO 527:Plastics - Determination of tensile properties,JIS K7161:プラスチック-引張特性の求め方は,プラスチックなどの樹脂材料の機械的特性を取得するための,引張強度試験方法およびその計測装置精度など が規定されています。
樹脂材料(プラスチック)は,私達の日常生活の様々なモノに使用されていますが,その耐久性を保証しなければならない航空機や自動車などの輸送機の構造部材への採用が進み,金属材料と同様に耐久性を含めた機械的強度を評価することが重要となっています。
国内外に向けたビジネスを展開するにあたって,様々な規格に対応した試験を実施するためには,その規格の内容を理解すること,規格に準拠した試験システムによって試験方法を準拠することが求められます。
上記ISO・JIS規格は基本的には同様の内容となっておりますが,同種の規格であるASTM D638規格では独自の内容もありそれぞれの規格への対応の際には注意が必要です。
>”ASTM D638 プラスチック引張試験方法”についてはこちら


ISO527およびJIS7161では,ISO 7500-1 Class1およびJIS B7721 Class1の試験力精度(表示試験力の±1%以内の精度)が要求されています。
AG-Xシリーズ,AGS-XシリーズおよびEZ Testシリーズは上記試験力精度に準拠しています。

AG-X シリーズ
High-performance High-Reliability

AGS-X シリーズ
Easy Operation
High-throughput

EZ Test シリーズ
Compact solutions
for Various Testing

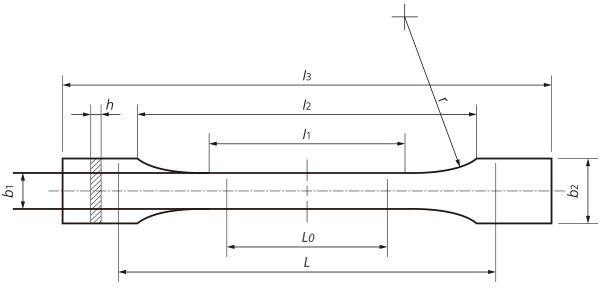
ISO527およびJIS7161では,標線間距離(GL)が50mm,75mm(ISO527,2012年規格改定時に追加)のダンベル状試験片が推奨されています。
引張弾性率の計測に使用する伸び計は,標線間距離の変化をISO9513 1級(表示変位の±1%以内の精確さ)の精度で計測できることが規格で要求されており,下記絶対精度が必要です。
・1A試験片(標線間距離:75mm):絶対精度1.5μm
・1A,1B試験片(標線間距離:50mm):絶対精度1μm
他に標線間距離25mm,10mmのサンプルもあります。
自動伸び計SIE-560SAシリーズ,ビデオ式非接触伸び幅計TRViewX,手動式伸び計SSG・SSG-H(クリップタイプ)は,上記精度を保証した伸び計です。特に自動伸び計SIEは,自動で伸び計アームの着脱可能で,GL50mm,75mm両方の標線間距離に対応しており試験効率の向上,GLの違いによるデータ比較に役立ちます。
| 寸法 | 1A | 1B | |
| 全長,l3 | 170 | 150 | |
| 平行部長さ,l1 | 80 | 60 | |
| 標線間距離,L0 | 75 | 50 | 50 |
| 平行部幅,b1 | 10 | 10 | |
| 厚さ,h | 4 | 4 | |
| つかみ部幅,b2 | 20 | 20 | |
| つかみ具感距離,L | 115 | 115 | |
プラスチックは原料や配合・組成によって,様々な種類・強度を持ち,軟質のプラスチックから構造部材として使用される硬質プラスチックやエンジニアリングプラスチック、CFRP(炭素繊維強化プラスチック)などの複合材料まで様々あります。
適切な引張強度試験を行うためには,その材料や試験効率に合わせた”つかみ具”や”つかみ歯”などのアクセサリを準備することをおすすめします。汎用的なマニュアルタイプの定位置くさび式つかみ具から空気式・油圧式のつかみ具,軸心調整治具など幅広くラインナップしています。
ISO527およびJIS7161では,データ取得サンプリング速度が下記の条件で算出されるサンプリング周波数以上であることが規定されています。例えば、v:試験速度=1mm/minの場合、f:サンプリング周波数22Hz(=46msec)が必要になります。
(L0=GL=75mm,L=115mm,r=0.0005mm)
| f | :サンプリング周波数(Hz) |
| v | :試験速度(mm/min) |
| Lo | :標線間距離(mm) |
| R | :伸び計の最小分解能(mm) (伸び計精度の半分かそれ以上の分解能) |
AG-Xシリーズ,AGS-XシリーズおよびEZ Testシリーズは上記サンプリング速度に対応します。
ISO527およびJIS7161では,引張試験において降伏点の出現する場合のひずみ計算方法を,B法として下記のように設定しています。
※従来の方法もA法として記載されています。
※降伏の出る樹脂はB法がのぞましいとされています。
| εy | :降伏ひずみ |
| ΔL* | :降伏ひずみ後のつかみ具間距離の増加分 |
| L | :降伏ひずみ |
材料試験専用オペレーティングソフトウェアTRAPEZIUM Xは上記ひずみ算出方法に標準的に対応しています。

プラスチック自動引張試験システム
全自動でプラスチック引張試験を行えるシステムです。搬送アームが試験片を運び、JIS/ISOに従った、試験片の厚さや幅といった寸法の測定と引張試験を高精度に連続で240本行えます。
オートグラフWebinar 材料試験の自動化・省人化の新提案
配信日:2026年8月4日 (火) 14:00 ~ 14:50
微小圧縮試験機「MCT-210AD」を発売
業界初となる「多数のサンプル粒子の中から、指定したサイズに適合する粒子を自動で選別し、適合度の高い順に連続測定する多点連続測定」を実現しました。
これにより、作業時間や手間を大幅に削減し、業務の省力化に貢献します。
疲労・耐久試験Webinar
GX時代の新材料・部品にワンランク上の信頼性を!
配信日:2025年10月30日 (木) 14:00 ~ 15:00
精密万能試験機 AGS-V発売記念Webinar
配信日:2025年7月3日 (木) 14:00 ~ 15:00
卓上型精密万能試験機 オートグラフAGS-Vシリーズを発売
普及機種としては初めて「音声案内」「飛散防止カバー」などの安全機能を搭載しました。また、従来機から試験力保証範囲を2倍、最大試験速度を1.5倍向上しており、ロードセルや治具の交換作業などが減り、試験効率を上げられます。
LiB Webinar 2025 DAY2
配信日:2025年3月27日 (木) 13:00 ~ 15:05