プラスチックの多角的評価による品質安定性向上
PC/ABS樹脂の混錬処理による違い
図1 サンプル外観
上が混錬機混錬有、下が混錬機混錬無
PC/ABS樹脂はPC樹脂の耐熱性、耐衝撃性および難燃性に加え、ABS樹脂の成型加工性、メッキ特性などが付加された熱可塑性樹脂です。
このためPC/ABS樹脂は耐衝撃性、耐候性、成型加工性を有する事から、自動車内装部品、事務機器、家電機器など幅広く使用されています。
しかしながら、PC/ABSのようなブレンドポリマーは混錬条件によっては材料特性が低下するおそれがあることから、混錬条件による特性の違いを確認しました。
表1 成形前の加熱条件
| サンプル | 配合比率 (PC:ABS) |
混錬機による混錬条件 | 射出成形機による混錬条件 |
|---|---|---|---|
| 混錬機混錬有 | 50:50 | 260℃、約120秒 | 260℃、約250秒 |
| 混錬機混錬無 | 50:50 | なし | 260℃、約250秒 |
混錬処理の違いによる材料諸特性の比較評価
事前に混錬機での混錬を行った混錬機混錬有のサンプルの方が黄色度が高く、破断伸びが小さいことがわかりました。
一方、引張強さ、弾性率、硬さについては大きな差異は見受けられませんでした。
■ 黄色度測定:UV-2600i
混錬機混錬有のサンプルの方が混錬機混錬無のサンプルに比べて黄色度が高いことが分かりました。
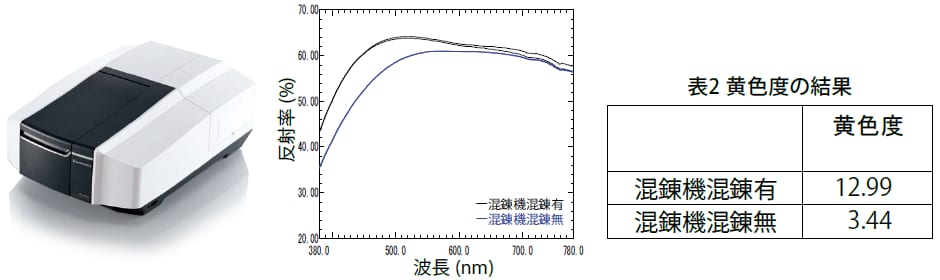
図1 UVの測定結果
■ 引張試験:AGX-V
混錬機混錬有のサンプルの方が混錬機混錬無のサンプルに比べて破断伸びが低いことが分かりました。
引張強さ、弾性率については大きな差異は見受けらませんでした。
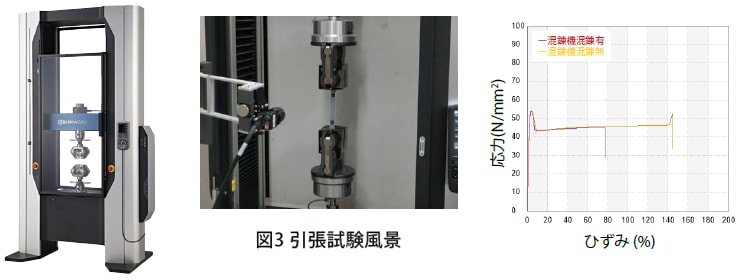
図2 引張試験結果
表3 引張試験の結果
| 引張強さ (N/mm2) |
弾性率 (N/mm2) |
破断伸び (%) |
|
|---|---|---|---|
| 混錬機混錬有 | 53.90 | 2492.45 | 71.75 |
| 混錬機混錬無 | 54.23 | 2459.13 | 120.92 |
■ 硬さ試験:DUH-210
混錬機混錬有のサンプルの方が混錬機混錬無のサンプルに比べて少し柔らかくなりましたが大きさ差異は見受けられませんでした。
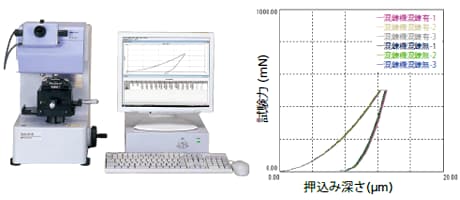
図3 硬さ試験結果
表4 硬さ試験の結果
| HIT (N/mm2) |
|
|---|---|
| 混錬機混錬有 | 164.3 |
| 混錬機混錬無 | 168.8 |
混錬機混錬無のサンプル内の特性分布確認
混錬機混錬無のサンプルは混錬機混錬有のサンプルに比べて十分混錬されてない可能性があると考え、混錬機混錬無のサンプル内の特性分布を確認するために、サンプル内の数か所でDSCによる熱分析とFTIRによる組成分析を行いました。
熱分析、組成分析共に測定箇所による差異は見受けられず、混錬機混錬無のサンプルが十分混錬されていることが確認できました。
■ 組成分析:IRTracer-100
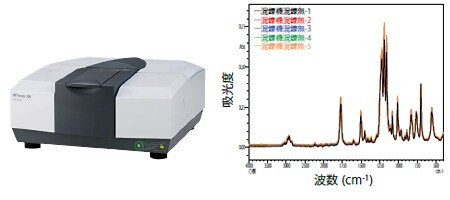
図4 FTIR測定結果
■ 熱分析:DSC-60 plus
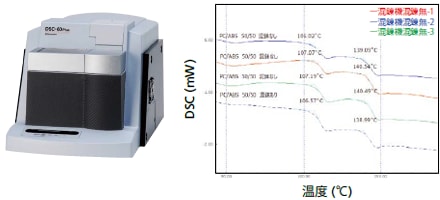
図5 熱分析結果
混錬処理の違いによる異なった材料特性の違いについての推察
混錬機混錬無のサンプルでも十分混錬されていたことからいずれのサンプルにおいてもサンプル内における特性分布はほとんどないと考えました。一方、射出成形前における260℃での加熱時間に差異があることに着目しました。
260℃の加熱温度はABSに対しては高いことからABSの中でも特に熱に弱いと言われるブタジエンが変化することにより黄色度、破断伸びが変化した可能性があると考えました。
ここがポイント!
多角的な評価は試料調製、成形条件の違いによって受ける成形品の特性変化を知るうえで有効なアプローチの一つ