金属材料のひずみ速度制御による引張試験
金属材料のひずみ速度制御による引張試験 【規格番号 ISO6892:2016(JIS Z 2241:2011)】
はじめに
金属材料引張試験の国際標準規格であるISO 6892には、材料の降伏点までの負荷方法として従来行われてきた応力速度制御方式に加えて、ひずみ速度制御方式(伸び計で歪みを計測)での試験法が記載されています。今後は「応力速度制御」および「ひずみ速度制御」の双方による金属材料の引張り試験を行う機会が増加すると考えられており、既設・新設の試験機において上記2種の試験方式で安定したデータを得ることができるかどうかに試験機ユーザの関心が集まっています。今回は、4種の金属材料(主成分:冷間圧延鋼、オーステナイト系ステンレス、アルミ合金、黄銅)のダンベル試験片についてひずみ速度制御による静的引張試験を行い、その基本的な機械的性質である引張強度や伸びについて評価した例をご紹介いたします。
測定・治具など
金属材料は樹脂・ゴム材料と比べると高い引張強度を示す材料が多く、引張試験においては材料を破断するまでしっかりと安定的に把持できる治具を選択する必要があります。
金属材料の引張試験は、試験力の大きなサンプルについては定位置くさび式つかみ具や油圧式つかみ具、最大試験力の小さいサンプルについてはこれらに加えて空気式平面形つかみ具やねじ式平面形つかみ具などを使用して測定することが可能です。
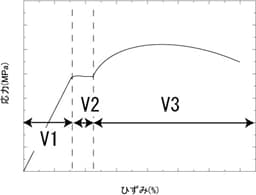
Fig.1 制御速度イメージ
[Table 1 サンプル情報]
| サンプル | A | B | C | D |
| 材質 | 冷間圧廷鋼 | ステンレス | アルミ合金 | 黄銅 |
V1、V2:ひずみ速度 0.00025 /s±20 %(伸び計から試験機へひずみをフィードバック)
V3:推定ひずみ速度 0.0067 /s(40 %/min)±20 %
V2からV3への切り替えポイント:伸び計による変位測定終了点
(試料A、Bについては標点距離の2 %まで伸び計を用いて変位を測定。試料CおよびDについては、1 %に相当するひずみが加わるとセレーションが発生することから、伸び計で計測するひずみは0.8 %までとしました。)
注)推定ひずみ速度とは試験機クロスヘッドの単位時間当たりの変位と試験片平行部長さをもとに求めた、単位時間当たりの試験片平行部長さのひずみ増加分です。
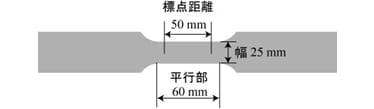
幅25 mm、厚さ1 mm、標点距離50 mm、平行部長さ60 mm
Fig.2 サンプル形状
測定結果
[Table 2 試験結果]
| サンプル | 弾性係数 (GPa) |
耐力(オフセット法) (MPa) |
引張強さ (MPa) |
破断伸び (%) |
| A(冷間圧延鋼板) | 194 | 185.5 | 341.5 | 43.3 |
| B(ステンレス) | 200 | 278.5 | 660.8 | 55.0 |
| C(アルミ) | 71 | 170.1 | 236.3 | 13.0 |
| D(黄銅) | 109 | 193.1 | 398.1 | 49.1 |
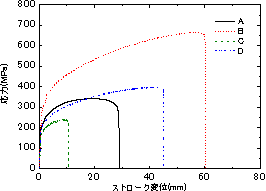
Fig.3 応力-ストローク線図
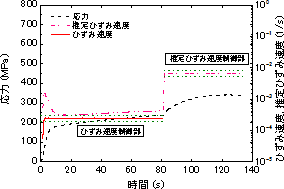
Fig.4 速度結果例(サンプルA:冷間圧延鋼板)
Fig.3にひずみ速度制御による冷間圧延鋼板の引張り試験によって得られたひずみ速度および推定ひずみ速度の例を示します。ここでは、赤色の実線はひずみ速度、ピンク色の二点破線は推定ひずみ速度、青色の破線は応力を示しています。また、緑色の点線はひずみ増加速度制御の許容値±20 %(ISO6892による値)を表しています。実負荷速度はひずみ速度制御領域における許容値に対して、十分な範囲内にあり、良好なひずみ速度制御がなされていることがわかります。
金属のひずみ速度制御引張試験システム
| 試験機 | AG-Xplus |
| ロードセル | 50 kN |
| 試験治具 | 50 kN定位置くさび式つかみ具 |
| 伸び計 | ストレーンゲージ式ワンタッチタイプ伸び計SSG50-10H |
| ソフトウェア | TRAPEZIUM X(シングル) |

床置形精密万能試験機 AG-Xplus
試験サイクルタイムを短く
5kN以下の卓上形はリターン速度3300mm/min、クロスヘッド速度3000mm/min で駆動するHSタイプを選択いただけます。ゴム等のよく伸びる試験片の場合、試験のサイクルタイムを短くできます。
短柱タイプ(SC形)のラインナップ追加
電気・電子部品など小物部品の試験、圧縮試験を行われる場合に適しています。試験高さが1130mm なので、天井の低い部屋への設置が可能です。試験空間は700mmになります。
待機時省電力化で、環境負荷低減を進めます
世界的にCO2削減が必要となっております。AG-Xplusは待機時の消費電力を削減し、環境負荷低減に貢献します。フレーム容量により約10~25%の消費電力を削減します。
